Drawing Technology: Precision Forming of Bimetallic Conductors
1. Introduction
Drawing Clad Welding Dimensions KeyProcessstep 。
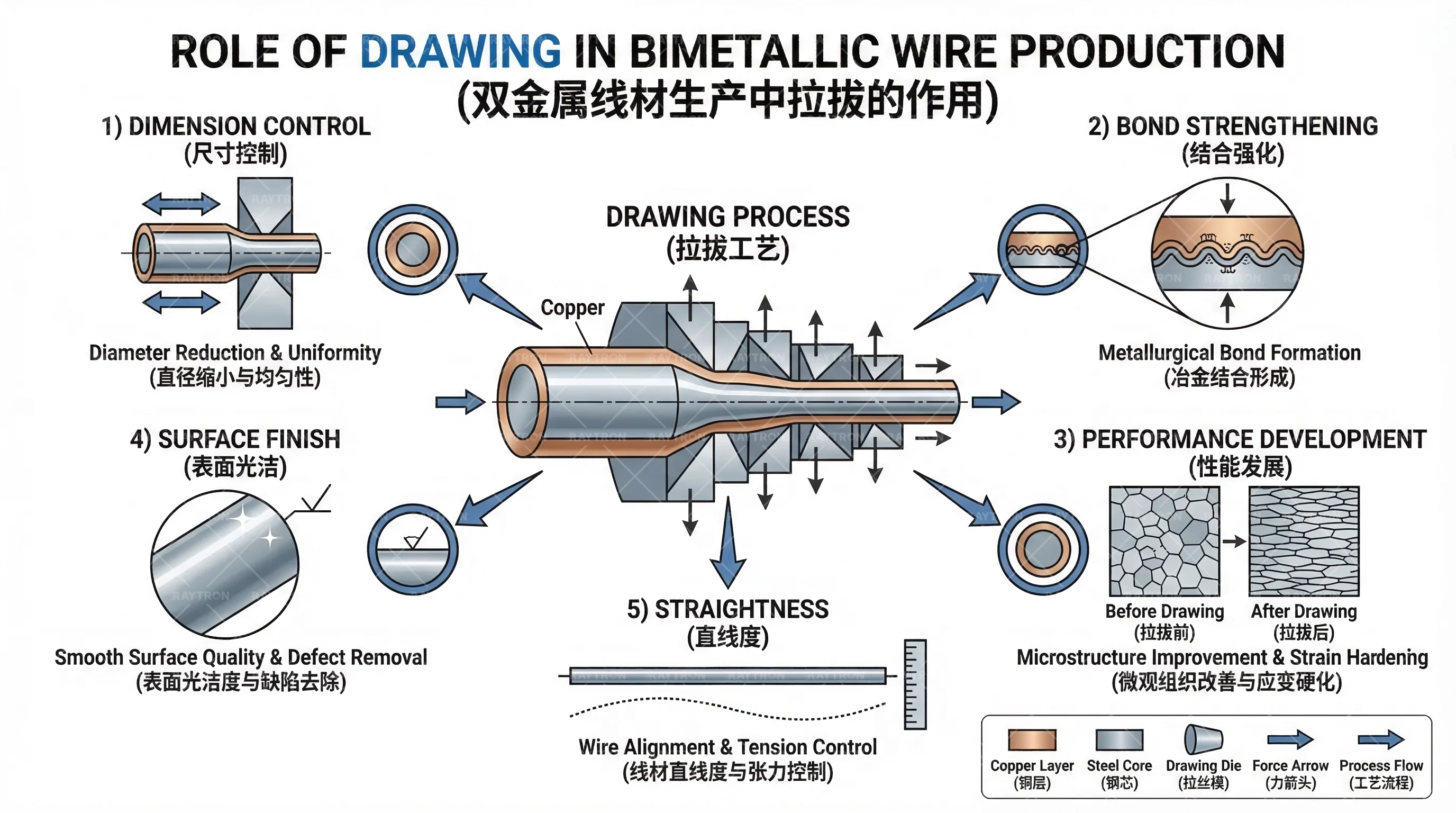
2. DrawingFundamentals
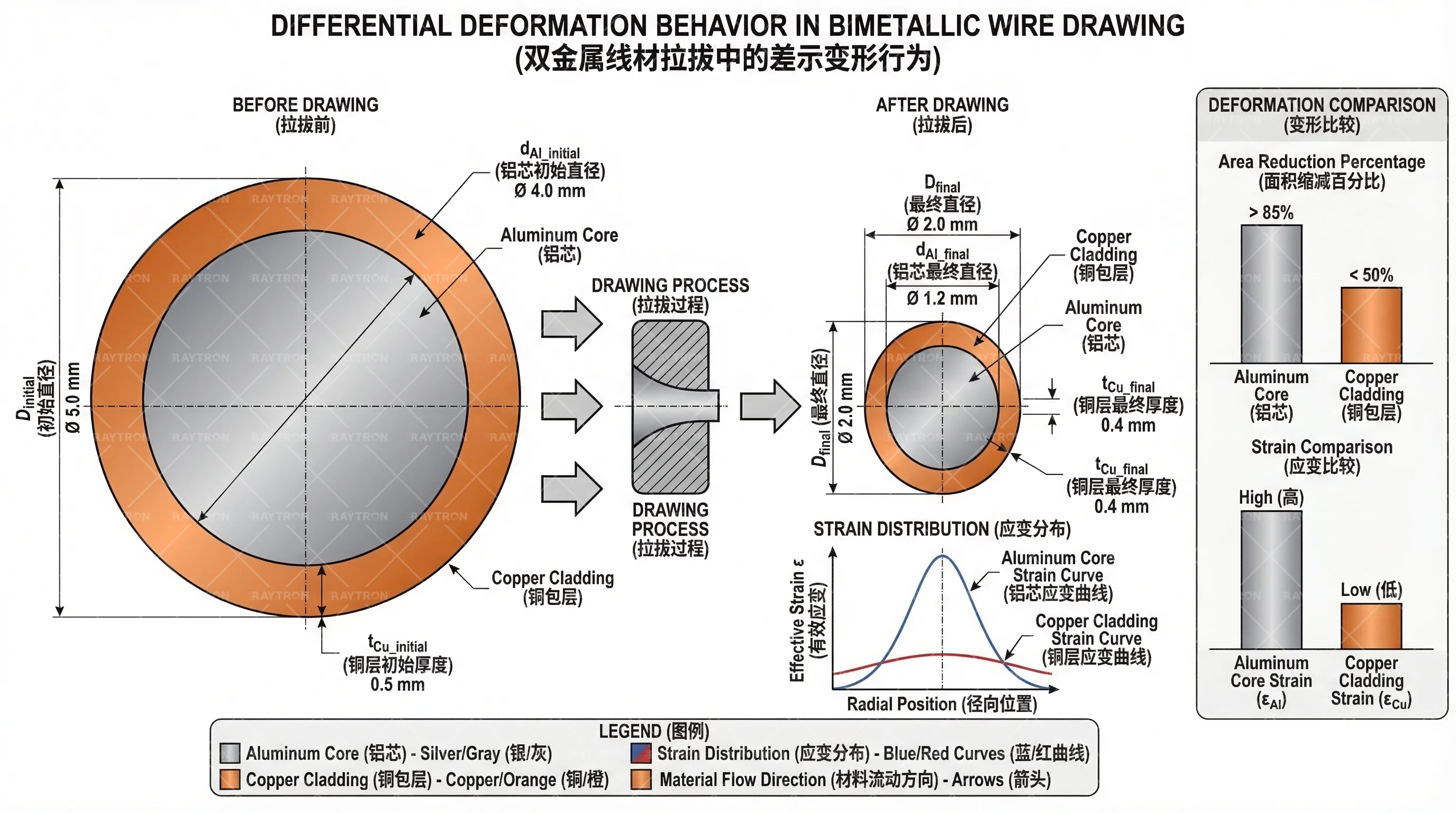
2.1 Bimetallic Deformation Coordination
3. Design
Pass DesignWarrantyProductsquality Key。
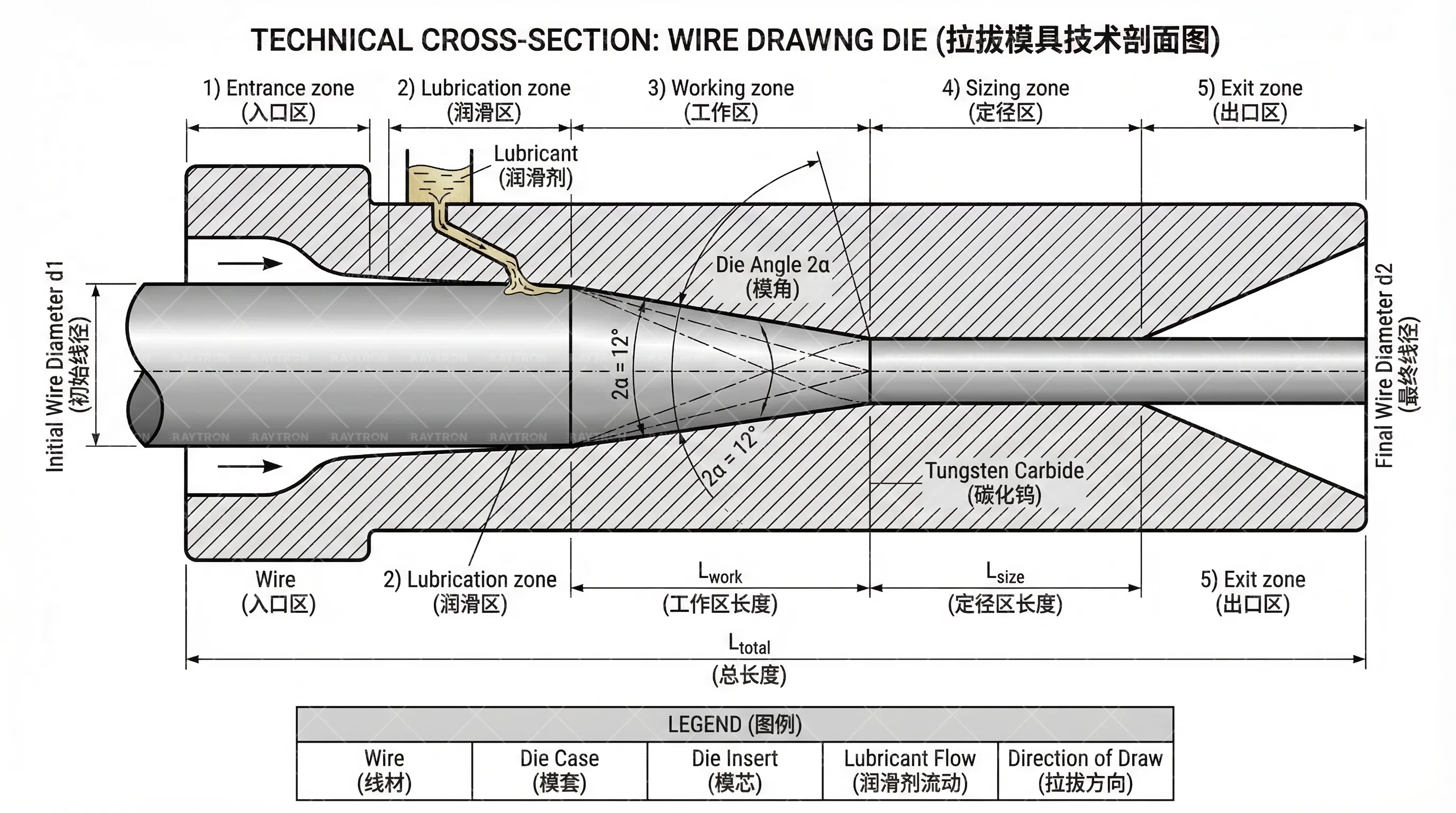
4. Die Technology
5.
6. Quality Control
7. Conclusion
Frequently Asked Questions
How does bimetallic drawing differ from single-metal drawing?
Bimetallic drawing requires consideration of deformation coordination between two metals. Due to different yield strengths of core and cladding, deformation may be uneven. Pass design and die parameters need optimization to ensure interface stress does not exceed bond strength and avoid delamination.
How to choose drawing die material?
Carbide dies are suitable for CCA and CCS, moderate cost, life 50-100km; Diamond dies are suitable for fine wires and high-precision products, life 100-200km but higher cost; Ceramic dies are suitable for high-temperature applications. Choose based on product specifications and production requirements.
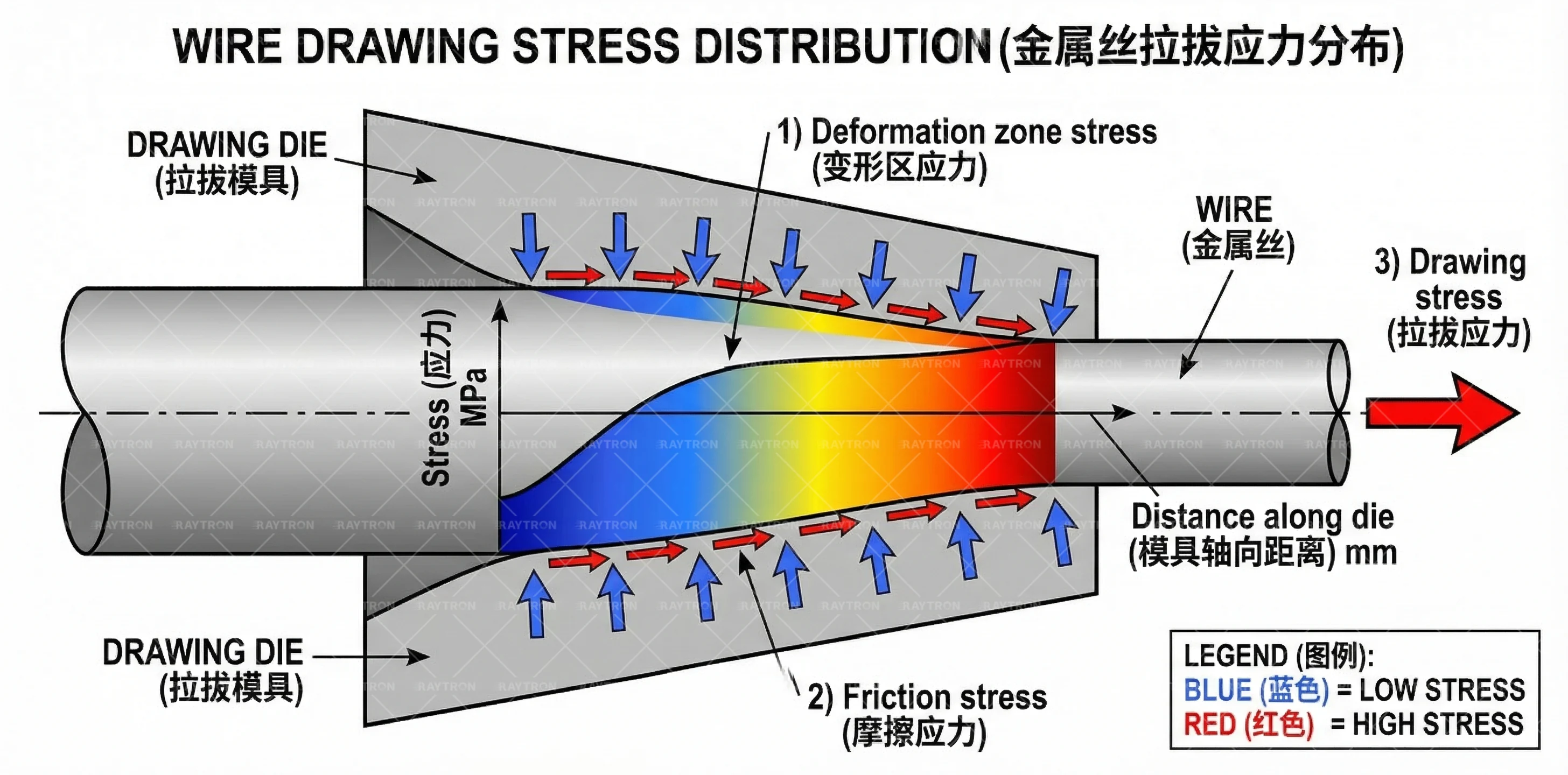
How to control residual stress during drawing?
Residual stress originates from uneven deformation. Control methods include: optimizing pass reduction rate (15-25%), using appropriate die angle, maintaining good lubrication, controlling drawing speed. Residual stress can be eliminated by annealing.
Figures
Create Drawing ProcessDiagram
Dual MetalDeformation CoordinationDiagram
Create DieAngle on DrawingForce Impact Curve
Create Processing Hardening Curve
Create Residual Stress Distribution Diagram
Tables
| Parameter | CCA | CCS | NCC |
|---|---|---|---|
| PassReducedDiameterRate (%) | 15-25 | 10-20 | 15-22 |
| TotalReducedDiameterRate (%) | 85-95 | 80-90 | 85-92 |
| Drawing Speed (m/s) | 1-5 | 0.5-3 | 1-4 |
| Die Type | ApplicableMaterial | Service Life (km) |
|---|---|---|
| HardQuality Alloy | CCA, CCS | 50-100 |
| Diamond | FineWire | 100-200 |
| High TemperatureApplications | 30-50 |
| Lubricant Type | ApplicableMaterial | SpecialPoint |
|---|---|---|
| CCA | GoodLubrication | |
| CCS | Cold EffectWell | |
| Dry | NCC | CleaningProduction |
References
- The Fundamentals of Wire Drawing Metallurgical Reviews (1958)
- Wire Drawing Handbook ASM (2019)